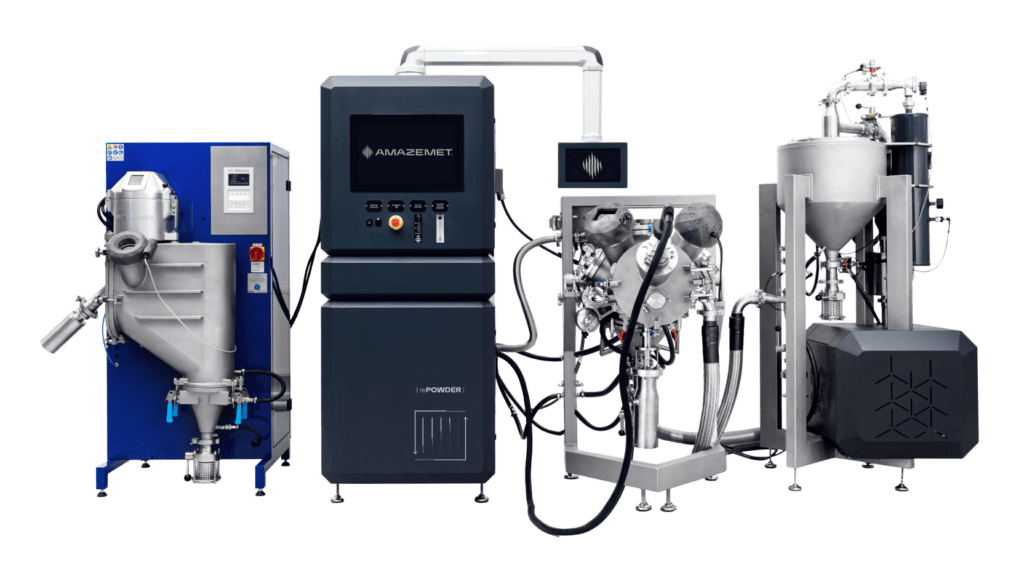
CLOSED LOOP CYCLE
With the rePowder system any material is a suitable feedstock for atomization. Used together with metal 3D-printing devices it provides a closed-loop system for material processing. Oversized particles and failed prints can be atomized again, significantly reducing waste and demand for new material.
Imagine an infinite platinum or beryllium processing loop without any external supplier or subcontractor. Full material recycling can be realized in-house until all of the material is turned into a product.
THE MOST USER-FRIENDLY COMPACT POWDER ATOMIZER
– SPACE SAVER
FOOTPRINT OF JUST A FEW SQUARE METERS INCLUDING INFRASTRUCTURE
– NO CALIBRATION NEEDED
PROGRAMS FOR BASIC MATERIALS / ALLOYS ARE ALREADY INSTALLED
– EASY TO CLEAN DESIGN
SURFACES PREVENTING POWDER ADHESION TO REDUCE METAL LOSS AND CROSS-CONTAMINATION
PERFECT POWDER IN 4 EASY STEPS
– PREPARE YOUR MATERIAL
IN ANY SHAPE OR FORM – IT ONLY NEEDS TO FIT INTO CRUCIBLE
– HEAT IT
UP TO 1800ºC ALLOWING TO WORK WITH MOST NON-FERROUS METALS
– ATOMIZE
WITH PRODUCTION CAPACITY UP TO SEVERAL KG/H FOR BRONZE
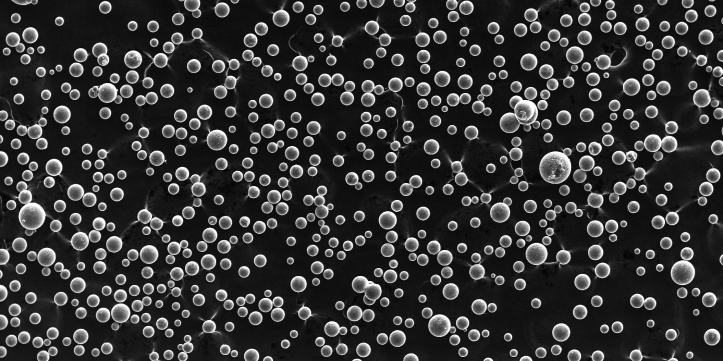
– ENJOY
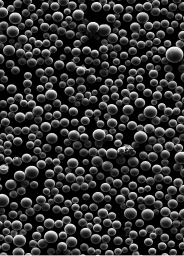
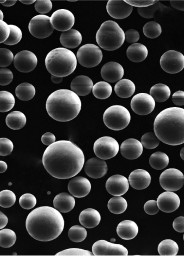
YOUR OWN EXTREMELY SPHERICAL POWDER WITHOUT ANY SATELLITES
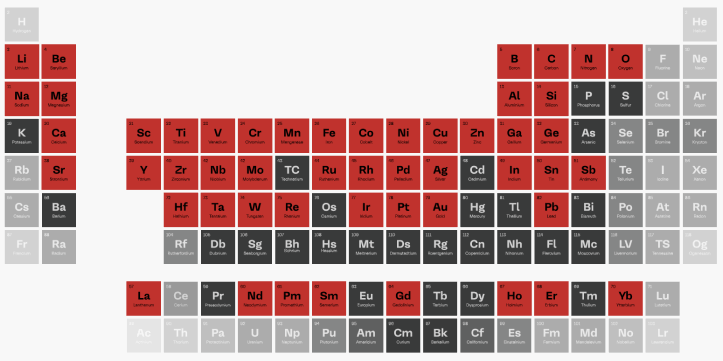
ENDLESS POSSIBILITIES OF ALLOYING AND ATOMIZING
– POSSIBLE USE FOR NON-METALLIC MATERIALS WITH CERTAIN FLUIDITY
– CUSTOM ALLOY CREATION POSSIBILITY
– ALLOYING WITH GOOD STIRRING AND MIXING EFFECT
– BATCHES DOWN TO 100G FINANCIALLY VIABLE
– CONTROLLABLE ATMOSPHERE AND MELTING UNDER VACUUM
– YIELD-INCREASING ULTRASONIC TECHNOLOGY
OTHER FEATURES
– PREVENTION OF MATERIAL LOSS
and inaccuracy of alloy chemistry due to precise control of melting temperature via crucible based induction heating system, while evaporation of alloy ingredients like Zn or Cr is a common issue during plasma-assisted atomization.
– MAXIMUM VERSATILITY
by using the machine for granulating or ingot casting as an option.
– ANTI-OXIDATION FEATURES
As all AU series machines offer the possibility of oxidation-free processing in the closed-chamber machine by means of de-gassing, vacuum and protective gas features. Oxygen sensor values below 0.5 ppm can be achieved reproducibly.
– NO SOPHISTICATED AND EXPENSIVE FILTER REQUIRED
for evaporated alloy ingredients otherwise caused by plasma melting.
– A DESIGN FOR EASY HANDLING & CLEANING, QUICK ALLOY CHANGE WITH MINIMUM CROSS CONTAMINATION
The user-oriented and modular structure of the systems ensures optimum accessibility for all work as well as for inspection and maintenance. This construction principle also ensures short installation and training periods.
– LARGER VERSION OFFERING A CRUCIBLE VOLUME OF 1.5 L IN DEVELOPMENT!