Tło historyczne atomizacji ultradźwiękowej
Według doniesień literaturowych proces atomizacji ultradźwiękowej został po raz pierwszy opisany w 1927 roku. Jednak rozwój tej metody wytwarzania proszków metali został zapoczątkowany w 1964 r. przez prace Stamma nad atomizacją metali o temperaturze topnienia do 700°C przy użyciu częstotliwości drgań tak wysokich jak 0,8 MHz. Jednak kwestie wytrzymałości zmęczeniowej materiału sonotrody (aktywnej części wibracyjnej) stanowiły barierę, która znacznie ograniczyła stosowanie tej metody na korzyść atomizacji plazmowej lub gazowej.
Jak działa atomizacja ultradźwiękowa
Atomizacja ultradźwiękowa jest procesem typu ciecz-ciało stałe, jednak w przeciwieństwie do technik atomizacji gazu zamiast gazu o dużej prędkości, do tworzenia proszków wykorzystywane są wibracje ultradźwiękowe.
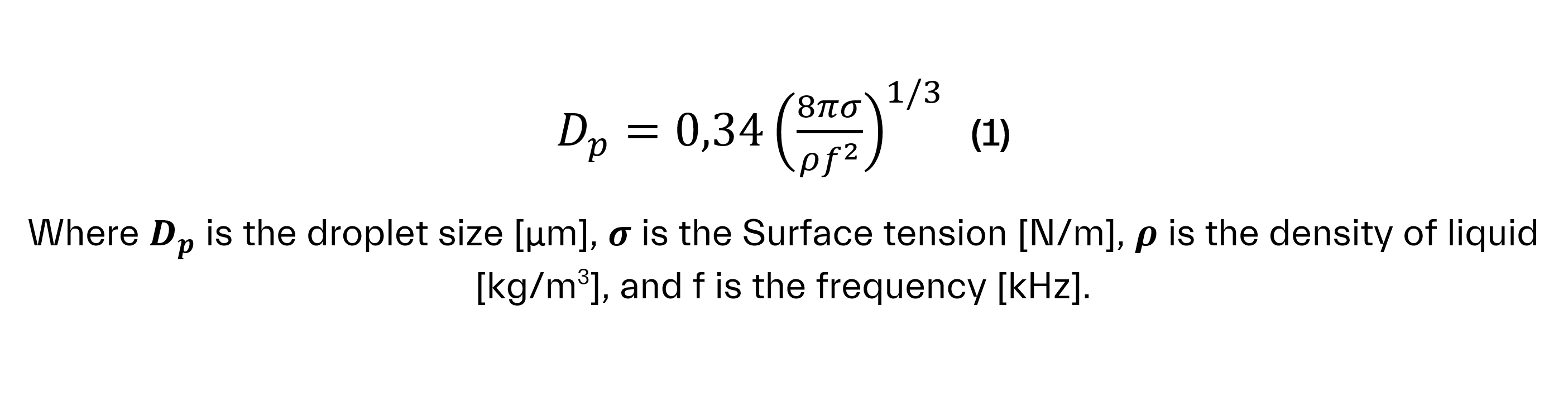
Główna zasada tej technologii opiera się na amplitudzie i zwilżalności powierzchni. Po przekroczeniu wartości progowej amplitudy drgań w warstwie cieczy zwilżonej sonotrodą występuje zjawisko powstawania stojących fal kapilarnych (Lierke i in., 1967). Dalszemu wzrostowi amplitudy towarzyszy rozerwanie sił wewnętrznych cieczy, a małe kropelki są wyrzucane ze stopu. Zjawisko to występuje w przypadku cienkiej warstwy cieczy rozprowadzonej na powierzchni sonotrody. Przy zastosowaniu grubszych warstw ciekłego materiału występuje dodatkowo efekt kawitacji, podczas którego zapadające się puste przestrzenie wyrzucają ciekły materiał z powierzchni cieczy. Rozmiar wytwarzanych cząstek zależy głównie od częstotliwości, ale także od właściwości fizycznych ciekłego materiału. Lang w 1962 r. rozwinął równanie Rayleigha ze swojej pracy z 1945 r., aby dokładniej przewidzieć rozmiar kropli wyrzucanych ze stojących fal kapilarnych (1).
Peskin et. al, 1963 kontynuowali badania na ten temat i zauważyli, że również amplituda drgań i grubość warstwy cieczy ma wpływ na wielkość kropli. Równanie wielkości kropli zostało również przewidziane (Rajan et. al. 2001) z dodatkowymi czynnikami lepkości cieczy, natężenia przepływu cieczy i amplitudy ultradźwięków (2).

Zrozumienie atomizacji ultradźwiękowej
Mówiąc najprościej, atomizacja ultradźwiękowa to proces, w którym ciecz w kontakcie z powierzchnią wibrującą z częstotliwością ultradźwiękową tworzy fale stojące, prowadzące do wyrzucania drobnych kropelek. Przykładem tego procesu są nawilżacze powietrza, w których wibracje ultradźwiękowe tworzą drobną mgiełkę wodną.
Wizualizacja za pomocą atomizacji wody
Szybkie filmy wideo (42 000 kl./s) rejestrują istotę atomizacji ultradźwiękowej przy użyciu wody dejonizowanej (DI) na sonotrodzie, kluczowym elemencie tego procesu:
- 1 wideo: Warstwa wody DI pokazująca powstawanie fal stojących w materiale pod wpływem mieszania ultradźwiękowego.