
INTRODUCTION
Laser Powder Bed Fusion
Laser Powder Bed Fusion
Laser Powder Bed Fusion (LPBF) is an advanced additive manufacturing (3D printing) technique that selectively melts fine metallic powder using a high-powered laser, building components layer by layer with precision. Its roots trace back to the late 1990s when it was introduced under various brand-specific terms such as Selective Laser Melting (SLM), Direct Metal Laser Sintering (DMLS), or Powder Bed Fusion – Laser Beam Melting (PBF-LB/M). Leading equipment manufacturers—including EOS, Nikon SLM Solutions, Colibrium Additive, Aconity3D, Trumpf, and Renishaw—have refined LPBF to deliver industry-grade solutions for aerospace, automotive, tolling, and medical applications.
-01")
How the LPBF process works
The process begins within a Laser Powder Bed Fusion system by distributing a uniform layer of fine, spherical metallic powder onto a build platform using a recoater mechanism. A high-powered laser then selectively melts the powder according to the CAD and CAM data, defining one cross-sectional layer of the part and laser paths. After each layer is completed, the build platform lowers by a precise increment, and the recoater deposits a fresh layer of powder. This cycle repeats until the entire component is formed, usually in an inert atmosphere (e.g., argon or nitrogen), to prevent oxidation. Critical hardware components include the laser source (often fiber-based), the optical scanning system (mirrors and galvanometers for precise beam control), the powder handling and recoater (for even layer distribution), and the enclosed build chamber (to maintain process conditions and ensure operator safety).

LPBF TECHNOLOGY
Challenges of LPBF technology
Despite its numerous advantages, Laser Powder Bed Fusion also presents significant challenges and limitations. First, design for additive manufacturing (DfAM) requires specialized knowledge to leverage the technology’s full potential—parts optimized for machining or casting typically underperform if transferred directly to LPBF without re-design. Furthermore, the process demands spherical metal powders of consistent particle size, which are expensive to produce—especially for reactive alloys like titanium and nickel-based materials. The high capital cost of industrial-grade printers, combined with long build times, can pose financial hurdles for organizations attempting to scale production. Additionally, surface roughness remains a concern; printed parts often require post-processing steps such as machining, polishing, or support-structure removal to achieve the required finish and dimensional tolerances.
LPBF
Capabilities of LPBF
Capabilities of LPBF
Laser Powder Bed Fusion enables the fabrication of complex, high-fidelity geometries that are prohibitively expensive or outright impossible to machine with conventional methods.
Geometric Complexity and Customization
Lattice and cellular structures with strut thicknesses down to 60 microns can be precisely manufactured, allowing engineers to optimize part weight and functionality. Typical layer thicknesses range from 20 to 70 microns, resulting in excellent dimensional accuracy and surface resolution. Beyond the geometric freedom, LPBF also requires no dedicated tooling, which reduces initial investment and accelerates product development cycles. Furthermore, the technology allows manufacturers to print multiple parts of varying shapes and sizes in a single build, boosting throughput while minimizing the logistical overhead often found in traditional processes. Its capacity for customization is also noteworthy—particularly in the medical sector, where patient-specific implants and prostheses can be tailored for improved clinical outcomes, and in the aerospace industry, where weight reduction directly translates to fuel savings and improved performance.
Material Properties and Efficiency
To design flexibility, LPBF can achieve cooling rates exceeding 10^6 K/s, leading to fine-grained microstructures with mechanical properties that frequently match or surpass those of conventionally produced metals. This rapid solidification contributes to high tensile strength and favorable fatigue characteristics, especially for high-performance alloys such as titanium (Ti-6Al-4V) and aluminum (AlSi10Mg). The process also delivers significant material efficiency, as powder bed systems reclaim and recycle unused powder.

METAL POWDERS
Powder requriments for LPBF
Powder requirements for Laser Powder Bed Fusion (LPBF) typically center on precise size distributions, flowability, high sphericity, and minimal surface contamination. For high-resolution applications, particles ranging from 15 to 45 µm are often employed. For non-thin wall structures (e.g., lattices) where surface roughness is less critical, wider size distributions of 15–52 µm or 15–63 µm can be used, which are typically less expensive to produce compared to tighter ranges. In R&D contexts, powders smaller than 80 or 100 µm may be tested to assess novel alloys or explore unique process parameters. Ensuring high sphericity (an aspect ratio approaching 0.9) is critical to achieving uniform flow and consistent layer deposition; a lack of satellite particles and fines also reduces agglomeration and maintains steady powder feeding. Oxide-free surfaces are recommended to promote stable laser–material interactions, as excessive oxide layers or irregular surfaces can scatter the beam and compromise melting efficiency. Moreover, low surface area—the natural result of spherical geometry—helps mitigate oxygen and moisture pickup, enhancing material quality and shelf life. Finally, minimizing sub-15- or sub-20-µm particles improves operational safety by reducing airborne dust and the associated risk of combustion, ensuring the powder remains suitable for the stringent demands of industrial and research-grade LPBF.
Post-processing of LPBF printouts
After the printing, the parts are close to being finished. However, there are several post-processes to be considered that may or may not be needed to reach all the requirements for LPBF-manufactured parts.

Depowdering
Process that can be taken care of manually or with specialized equipment but also has to be accounted for during the design phase – that should allow powder to be removed from the print – no fully enclosed spaces should be present in the part
Heat treatment (HT)
High cooling rates during LPBF can lead to high residual stresses within the parts or the creation of metastable phases in the processed materials. Often, stress-relief HTs need parts to reach design properties such as elongation or fatigue strength or to stay in accordance with standards. For reactive materials such as Titanium, a high vacuum is needed to prevent oxidation and deterioration of material properties – AMAZEMET manufactures R&D scale high-vacuum furnaces designed for heat treatment of Ti AM parts
Part removal
Part removal from the build plate- typically Wire Electric Discharge Machining (W-EDM) for precise application, or a Band Saw is used to detach parts from the build plate
Support structure removal
This is a necessary post-processing step for many LPBF parts. The text mentions that support structures are removed to help achieve the required finish and dimensional tolerances of the final component.
Surface finishing
Due to the inherent nature of the layer-by-layer process, the surface roughness of as-printed LPBF parts can be a concern. Therefore, surface finishing steps, such as polishing, are often required. These processes aim to improve the surface quality to meet the specified finish and dimensional tolerances for the part’s application. The text also notes that for certain structures, like non-thin wall lattices, surface roughness might be less critical.
Precision machining process
Even with the high accuracy of LPBF, printed parts often require additional precision machining. This post-processing step is undertaken to achieve the final required surface finish and to ensure the part meets tight dimensional tolerances that might not be attainable directly from the printing process.
POWDERS FOR LPBF
Materials currently used in LPBF
AM, especially Laser Powder Bed Fusion, is best suited for expansive materials like Nickel superalloys – Inconel 718, Inconel 625, Hayens 282, or Titanium alloys. When using traditional manufacturing, large materials of such materials are wasted into chips for machining up to 90%. AM ensures more efficient use of materials, which can make an economic difference in these cases in favor of AM. Other popular PBF-LB/M materials include stainless steel 316L and aluminum alloy AlSi10Mg. All of the mentioned alloys have one thing in common – they were developed as materials for conventional manufacturing methods such as casting, machining, rolling, forging, and other metal-forming processes.
Limitations of Conventional Alloys
Due to the specific nature of the LPBF process – powder feedstock form and very localized heating and cooling down – the conditions during the manufacturing of materials in LPBF in this way ar far different than those in the conventional manufacturing processes. Therefore, currently used legacy alloys developed for other technologies might pose challenges during the AM processes, or their performance might be subpar compared to more traditional manufacturing routes.
The Need for Novel Alloy Development for LPBF
Therefore, there is a huge demand to develop novel alloys – with tailored chemical compositions matching the conditions they face during the LPBF process to yield superior material properties and quality of parts. Or required less post-processing after the prints. Only with such purposely built materials will the full potential of SLM be achieved.

NEW ALLOYS DEVELOPMENT
What limits the development of novel alloys?
Gas atomization is the main technology that produces the most metal powders for AM processes and other powder metallurgy technologies. It can supply hundreds of kgs or tones of powder required for production processes using metal powders. Limitations of this technology:
01
Large quantities of expensive inert gases such as Argon, Nitrogen, or rarely Helium – the high cost of the single atomization process
02
Huge gas pressures – up to 50 bar (5 MPa) and more
03
Specialized technical staff members are needed to operate the equipment
04
High systems costs and size
05
Need for industrial facilities – not suitable for the majority of labs
06
Large feedstock quantities needed
07
Limited control over powder size and limited efficiency- usually only 30 -40% suitable for LPBF processes or lower %
08
Need for feedstock processing for reactive materials – special rods needed for Electrode Induction Gas Atomization (EIGA) or wires for Plasma Atomization – the cost of feedstock preparation might be higher than feedstock preparation
Other spherical powder production routes, such as powder Spheroidization and centrifugal atomization – Plasma Rotating Electrode Process (PREP), are limited to certain feedstock forms and systems and facilities needed also are better suited for industrial applications compared to R&D works.
In-situ Alloying and It’s Limitations
Another strategy researchers use to develop novel alloys for LPBF is in-situ alloying, where pre-mixed or blended powders are combined directly in the powder bed to yield a new chemical composition. While this method can accelerate alloy discovery by bypassing specialized atomization for each unique blend, in practice, the results are often inconsistent. Due to the rapid nature of LPBF and the dynamic laser–powder interactions, maintaining a homogeneous blend of multiple elemental or master alloy powders is extremely challenging. Consequently, in-situ alloying is usually limited to two-powder mixtures at most, and even these frequently exhibit inhomogeneities in the final material. Such compositional variation leads to irregular microstructures and reduced mechanical properties, impeding efforts to achieve repeatable, high-performance results. Additionally, after experimental trials, researchers are frequently left with residual mixed powders, which may be considered waste—and can prove costly to dispose of or otherwise reprocess.

Ultrasonic atomization for novel LPBF alloys
AMAZEMET developed a lab-scale atomizer – rePOWDER, based on ultrasonic atomization technology, especially for developing novel alloys for Laser Powder Bed Fusion. It overcomes the challenges associated with gas atomization technology. By employing high-frequency ultrasonic vibrations to break molten metal into microdroplets, rePOWDER enables precise control over droplet formation, resulting in uniform, high-quality feedstock with minimal oxygen pickup—a critical parameter for Laser Powder Bed Fusion. This lab-scale system supports a wide spectrum of materials, from low-melting-point alloys (e.g., magnesium, aluminum, SAC305) to reactive and high-performance alloys such as Titanium Grade 5 (Ti-6Al-4V) and nickel-based superalloys, along with refractory alloys like C103 and customizable high-entropy alloys. Thanks to its compact design and operational simplicity, rePOWDER enables researchers to iterate quickly on alloy compositions and optimize process parameters, all while maintaining tight control over powder morphology and purity. Notably, up to 80% of the atomized powder meets the size requirements for LPBF, significantly reducing waste compared to gas atomization methods and enhancing the efficiency of material utilization. Consequently, rePOWDER provides a highly efficient platform for developing novel materials tailored to the stringent demands of Laser Powder Bed Fusion, thus driving innovation across aerospace, biomedical, and energy sectors.



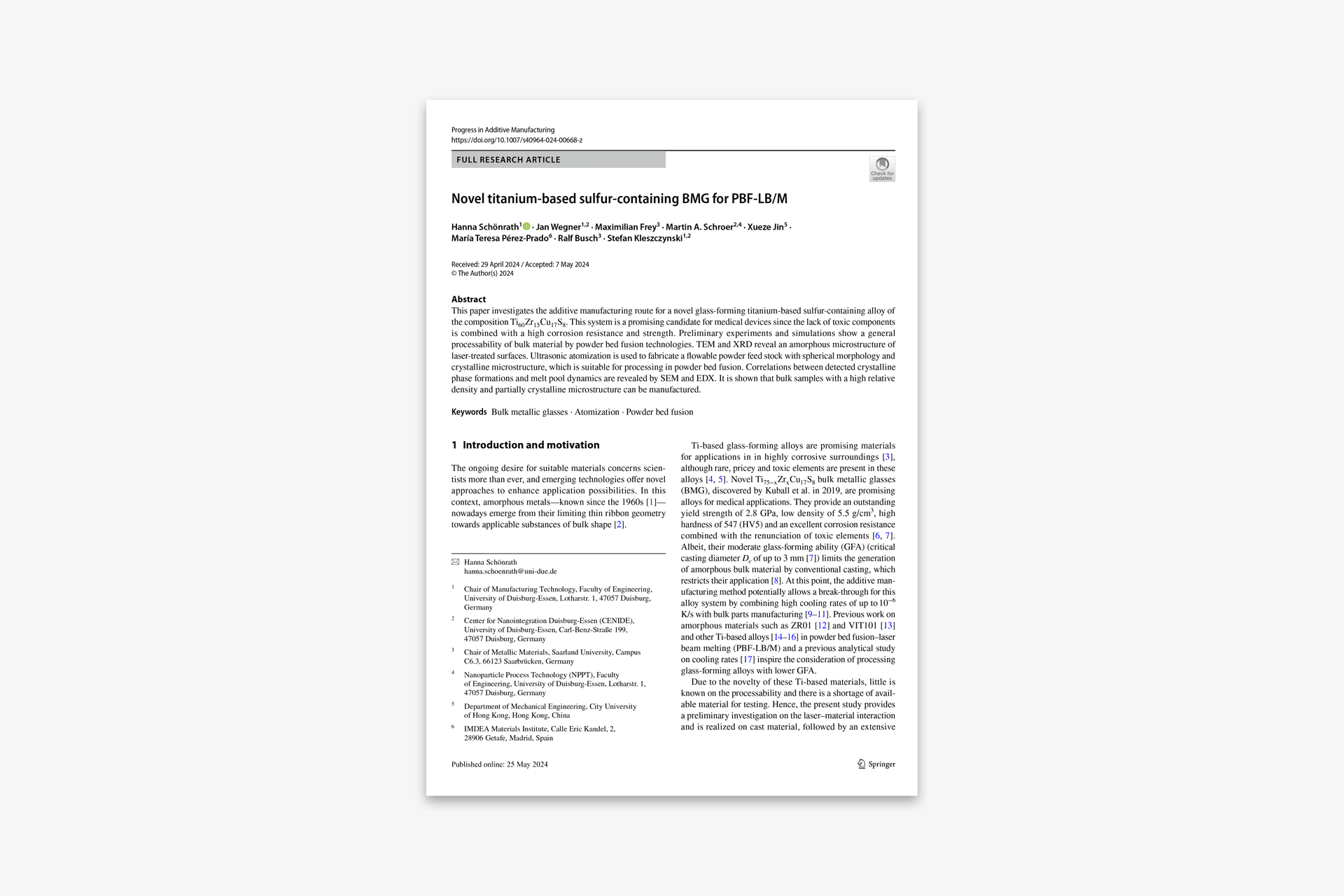
Authors: Hanna Schönrath, Jan Wegner, Maximilian Frey, Martin A. Schroer, Xueze Jin, María Teresa Pérez-Prado, Ralf Busch & Stefan Kleszczynski

Authors: Álvaro Díaz-García, Jia Yan Law, Łukasz Żrodowski, Bartosz Morończyk, Rafał Wróblewski, Victorino Franco

OUR CUSTOMERS
Trusted by Innovators Worldwide
AMAZEMET is proud to collaborate with a diverse range of clients who trust our cutting-edge solutions to advance their projects. rePOWDER is currently being used to atomize novel powder compositions in:




POWDER2POWDER
Making LPBF more sustainable
Powder2Powder (P2P) technology directly responds to the misconception of sustainability in additive manufacturing by enabling a closed-loop production chain where powders can be reused multiple times until they are fully consumed.
Powder2Powder Technology
Rather than discarding partially degraded materials, P2P recycles feedstock from LPBF processes and transforms irregular or oversized particles into highly spherical, satellite-free powders. By incorporating plasma processing, the incoming material is completely remelted and homogenized, while ultrasonic atomization yields droplets of uniform size. This approach not only cuts expenses and increases operational efficiency—as users effectively “buy powder once”—but also minimizes waste and reduces environmental impact by preventing disposal of valuable feedstock.
Unlike conventional plasma spheroidization, P2P renders final particle size independent of the initial feedstock morphology, making it the only method capable of direct atomization of pulverized titanium. Moreover, it can handle blends of elemental powders, creating pre-alloyed materials with precisely tailored chemical compositions. By integrating recycling and reuse into their production processes, manufacturers gain a sustainable, cost-effective solution that maintains a consistent, high-quality powder supply for Laser Powder Bed Fusion.

Ready for next step in LPBF?
Get in touch to discuss how AMAZEMET can help you develop novel alloys, get a powder with a unique composition or optimize your LPBF process.

01
Let’s talk about closing the loop in your manufacturing process with our metal research multitool – rePOWDER.

02
Let’s develop the perfect powder for your LPBF process – reach out to our experts, by request a quote for your powder requirements.

