
Discover some of the predefined versions of our devices:



LABORATORY SCALE UNITS FOR RESEARCHERS
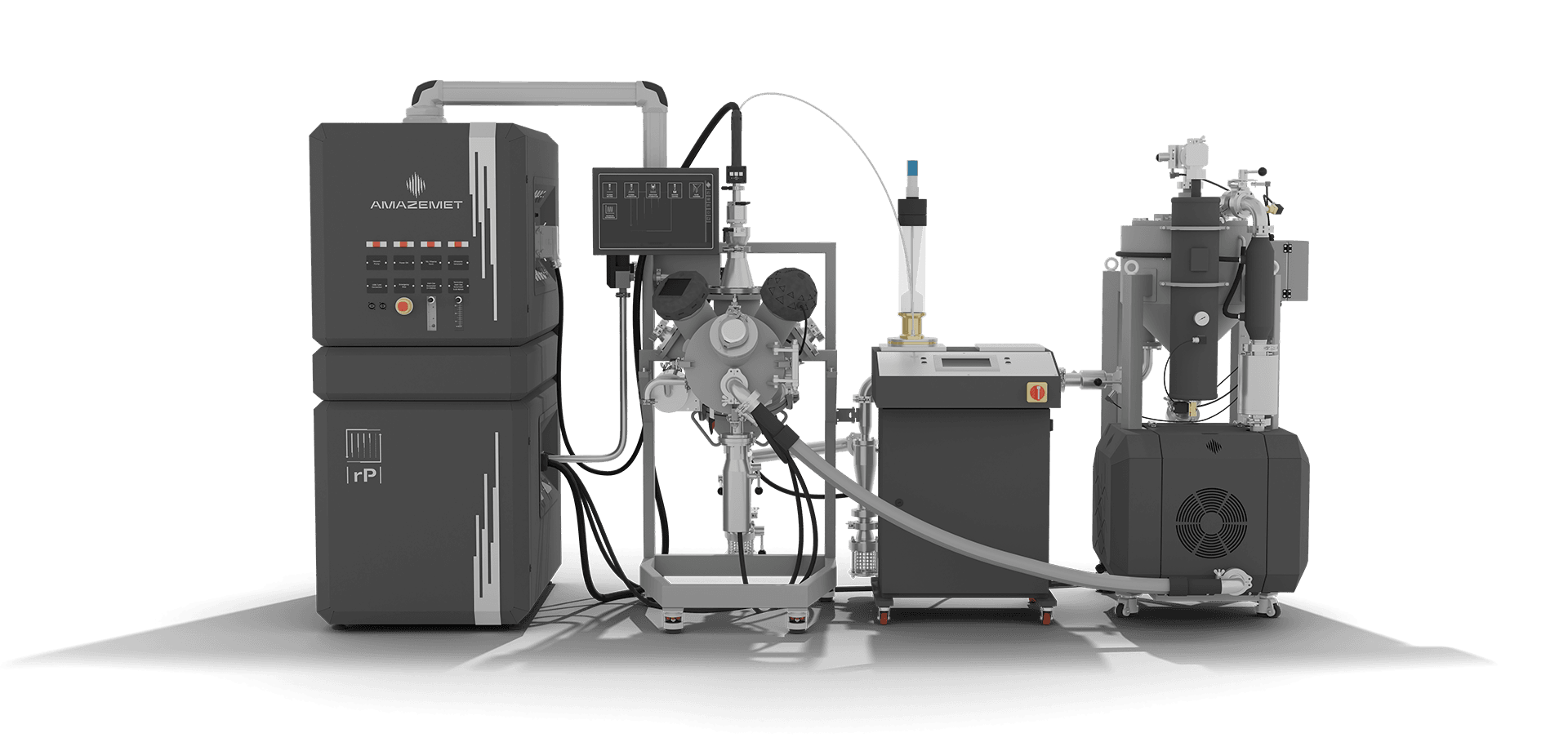
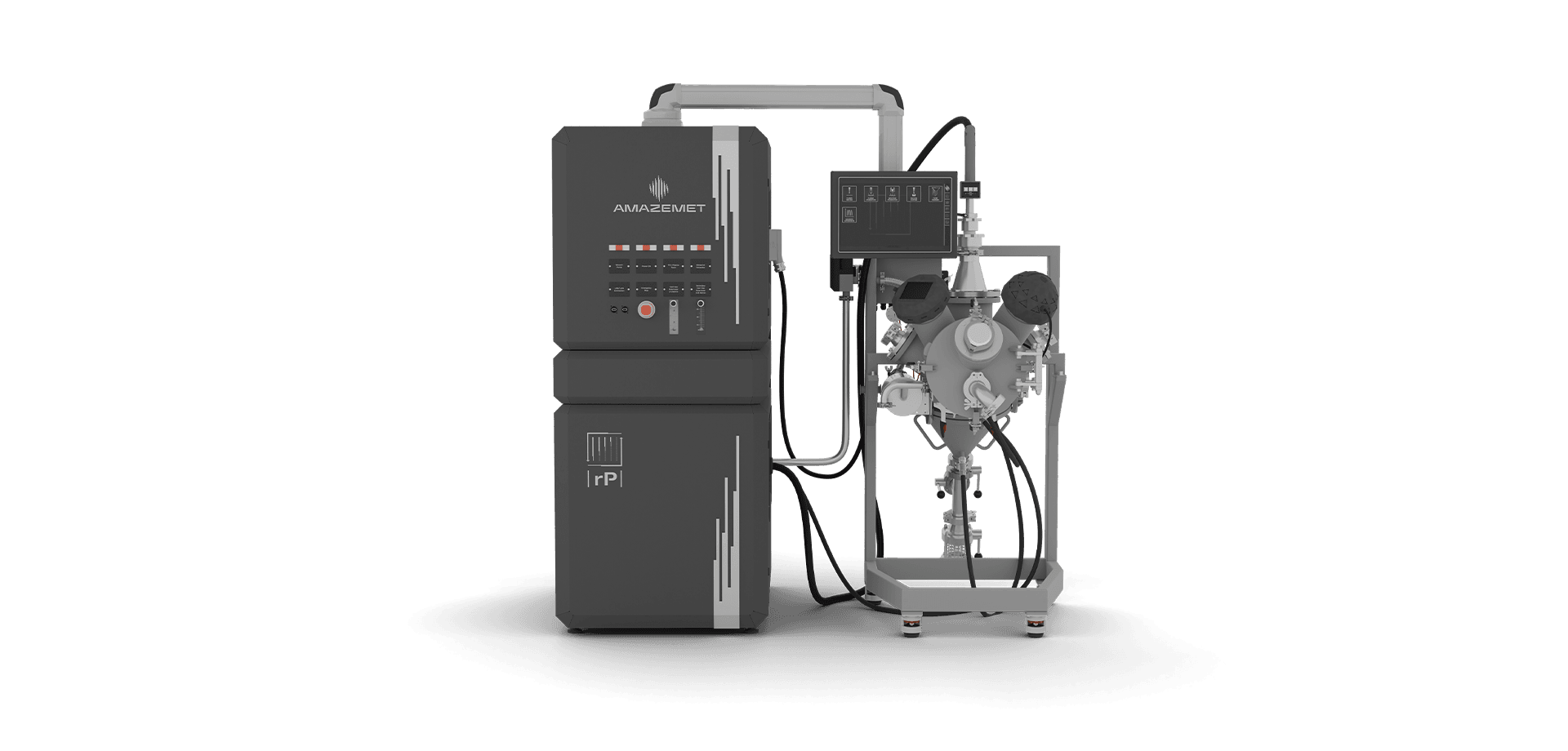
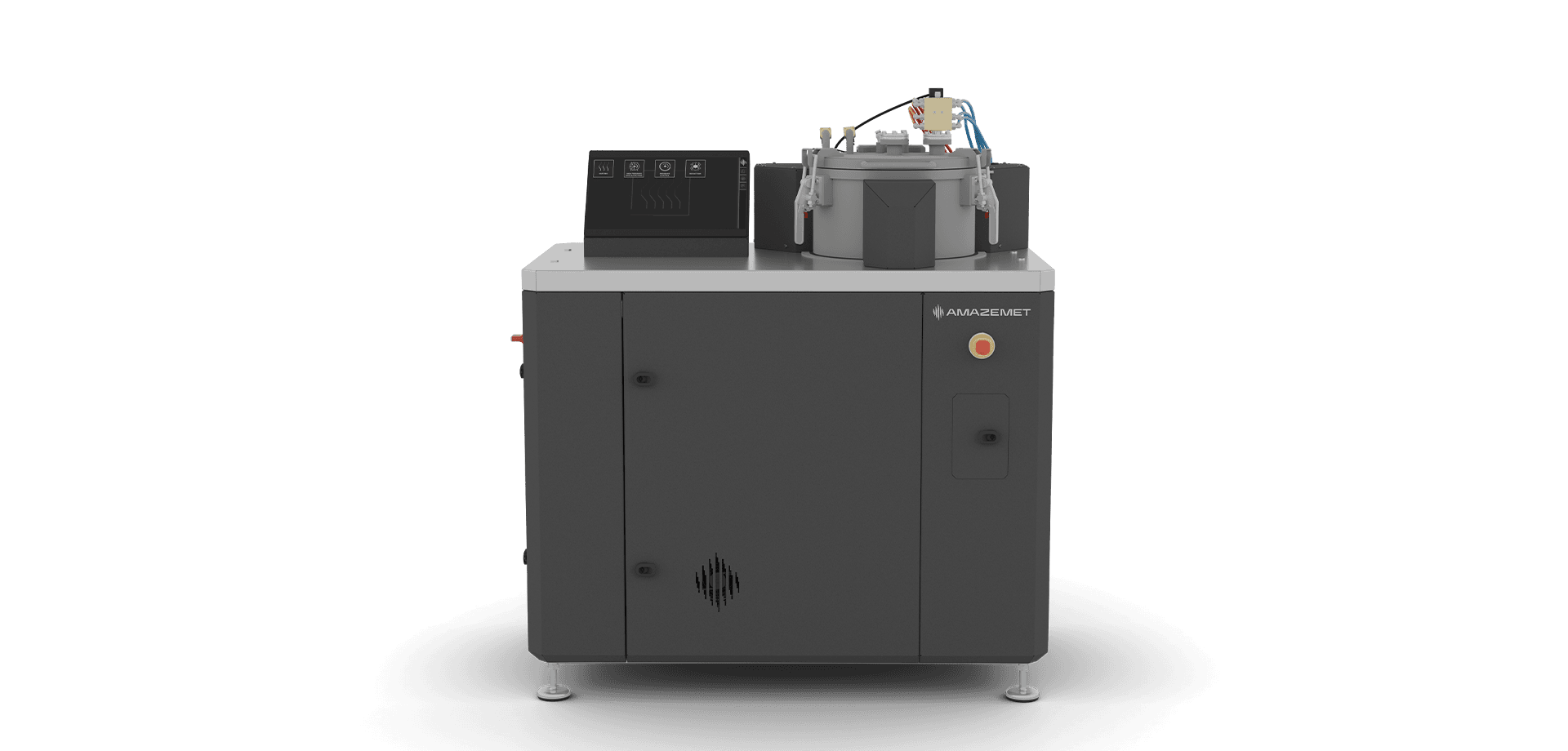
We provide and develop advanced ultrasonic atomization devices for tailored powder manufacturing and compact high-vacuum furnaces for post-processing and heat-treatment applications. Laboratory-scale solutions like rePOWDER and inFURNER support leading researchers worldwide in Additive Manufacturing and beyond.
EXPERTISE WE SHARE
At AMAZEMET, we specialize in developing and delivering advanced technologies for material science, with a focus on ultrasonic atomization, powder production, and additive manufacturing. Our team combines deep technical expertise with hands-on experience in creating innovative solutions.
Beyond providing groundbreaking equipment and services, we are committed to sharing knowledge and promoting our technologies through scientific collaborations, conferences, and publications. By bridging the gap between cutting-edge research and practical applications, we aim to empower scientists and engineers worldwide to unlock new possibilities in materials development.

FREEDOM IN METAL AM
DEVELOPMENT & PRODUCTION
Latest Updates
Read more about the latest innovations and achievements from AMAZEMET



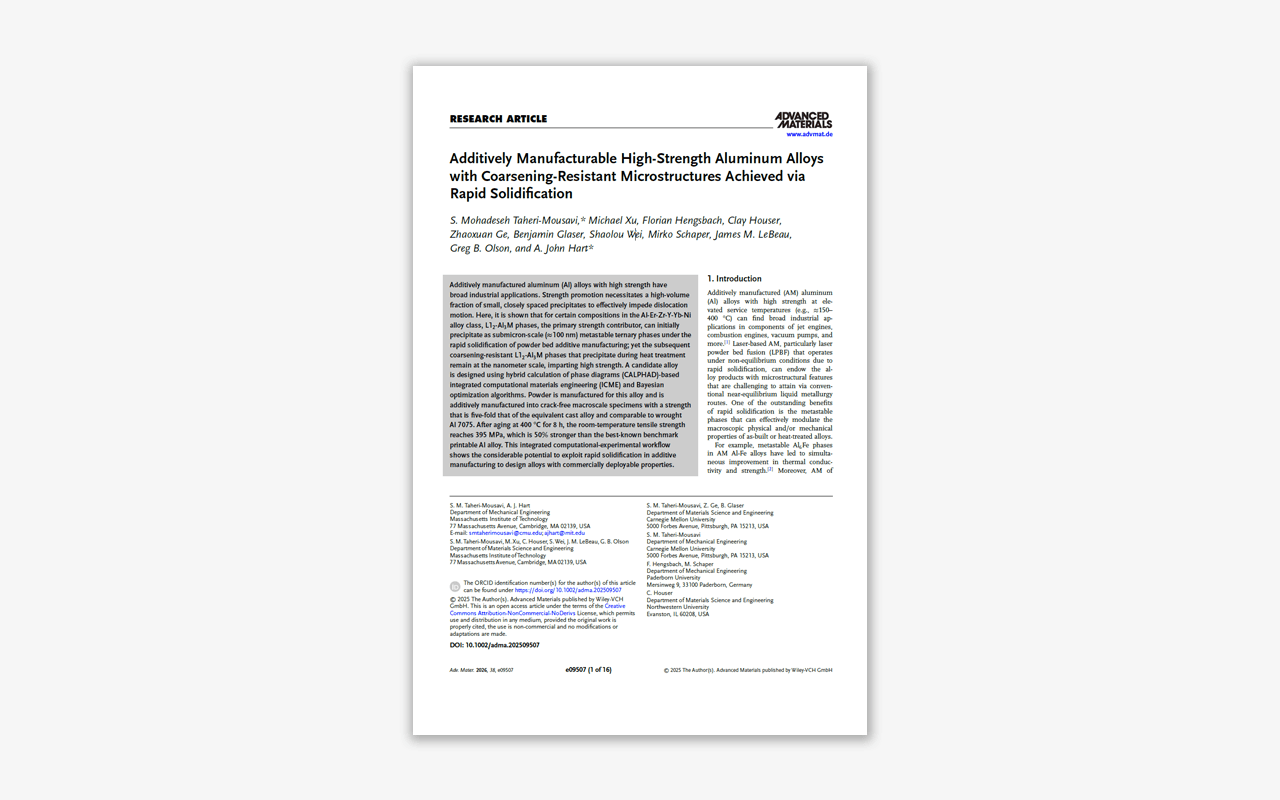
LATEST PUBLICATIONS
In AMAZEMET we are committed to the dissemination of groundbreaking research in advanced materials, metallurgical engineering and additive manufacturing. Our publications include scholarly articles that delve deep into a range of topics and offers unique insights into cutting-edge methodologies. We take pride in fueling the curiosity of researchers and practitioners alike, fostering an environment conducive to learning, discovery, and the broadening of intellectual horizons.

Authors: Mohammad Pourshams; Hediyeh Dabbaghi; Behrang Poorganji; Mohammad Elahinia

Authors: Mohammad Pourshams; Hediyeh Dabbaghi; Behrang Poorganji; Mohammad Elahinia
Authors: Mohammad Pourshams; Hediyeh Dabbaghi; Behrang Poorganji; Mohammad Elahinia
Authors: Mohammad Pourshams; Hediyeh Dabbaghi; Behrang Poorganji; Mohammad Elahinia
In house processed materials
This periodic tables shows the elements we already processed with rePOWDER, what makes it the most versatile processing platform on the market.


STRONG FOUNDATION OF OUR SOLUTIONS
Strong Patents Behind AMAZEMET’s Technology
Our solutions, including the groundbreaking rePOWDER ultrasonic atomizer, are based on patented technology, which protects their uniqueness and reliability. Our portfolio of over 12 patents worldwide, continues to solidify our position at the forefront of technology. By securing intellectual property, we provide our clients with innovative and trusted technologies that drive progress in industries such as additive manufacturing, powder metallurgy, recycling and more.
OUR CUSTOMERS
Trusted by Innovators Worldwide
AMAZEMET is proud to collaborate with a diverse range of clients who trust our cutting-edge solutions to advance their projects. Explore some of our key partnerships with industry leaders and innovators driving progress in additive manufacturing and materials science.














Freemelt ONE & AMAZEMET’s rePOWDER Ultrasonic Atomizer
Colibrium Additive at Formnext 2024 | Jose Greses Exclusively For AMAZEMET
TU Darmstadt & AMAZEMET Magnetocalorics Research
AMAZEMET & f3nice | Matteo Vanazzi | Sustainable Innovation with rePOWDER
COLLABORATION
OUR SCIENTIFIC PARTNERS
Our collaborations drive innovation and push the boundaries of materials science. Meet AMAZEMET’s trusted academic partners who play a key role in advancing our research and technological developments. Together, we shape the future of additive manufacturing and beyond.












